 +8613505407298
+8613505407298 trihope@aliyun.com
trihope@aliyun.com




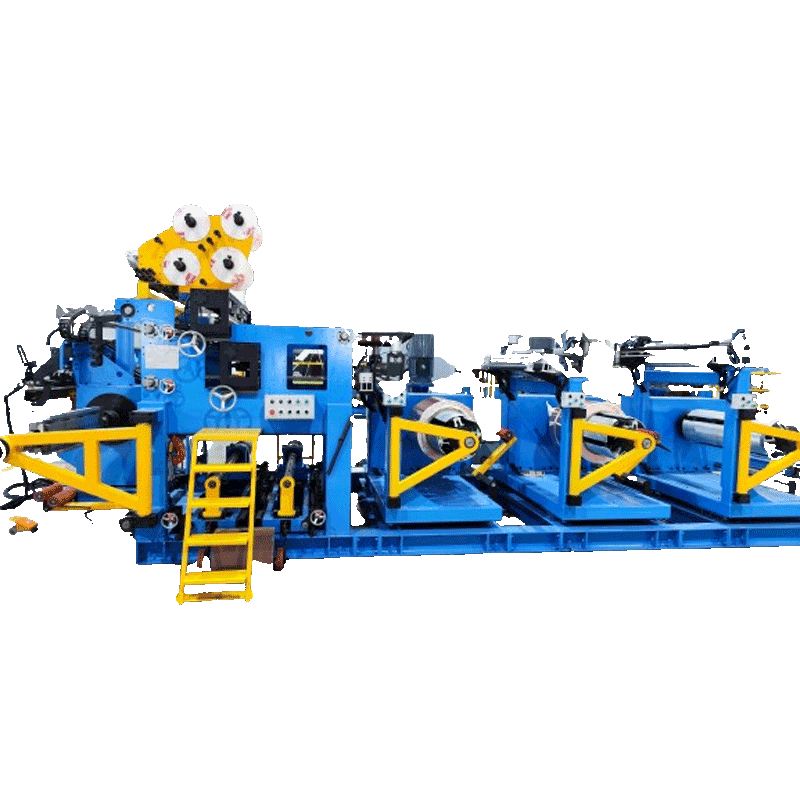
Cewka z folii NN wykorzystuje folię miedzianą lub aluminiową o różnej grubości jako przewodnik, materiał izolacyjny typu szerokopasmowego jako izolację warstwową, pełne uzwojenie w maszynie do nawijania folii, formowanie cewki rolkowej.
Sprzęt ten można również zastosować do podobnego uzwojenia cewek w przemyśle elektrycznym.
Maszyna przyjmuje metodę sterowania PLC o charakterystyce wysokiego stopnia automatyzacji.
Ⅱ.Skład i funkcja sprzętu
Zawiera trójwarstwową maszynę do nawijania folii BR/III-1100
1) Urządzenie do rozwijania folii 2) Urządzenie do zwijania 3) Urządzenie do rozwijania izolacji warstwowej
4) Części ramy głównej 5) Urządzenie spawalnicze 6) Urządzenie do gratowania i czyszczenia
7) Urządzenie do cięcia 8) Urządzenie do rozwijania izolacji końcowej itp
III. Główne parametry techniczne
| Senior # | PRZEDMIOT | SPECYFIKACJA |
| 1 | Cewka | Zakres przetwarzania |
| 1.1 | Długość osiowa | 250 ~ 1100 mm |
| 1.2 | Długość osiowa (w tym ołów) | 400 ~ 1760 mm (z przewodem RH 16 cali, LH 10 cali) |
| 1.3 | Średnica zewnętrzna (maks.) | Φ1000 |
| 1.4 | Forma cewki | Waga okrągła/cylindryczna/prostokątna/cewki ≤2000 KG |
| 1,5 | Wysokość środka | 850mm |
| 2 | Materiał cewki | Folia miedziana, folia aluminiowa |
| 2.1 | Szerokość | 250–1100 mm |
| 2.2 | Grubość (maks.) (Grubość całkowita) | Folia miedziana: 0,3 ~ 2,5 mm Folia aluminiowa: 0,4 ~ 3 mm |
| 2.3 | Wewnętrzna średnica cewki | Φ400-500mm |
| 2.4 | Średnica zewnętrzna cewki (maks.) | φ1000mm |
| Zwijacz | Niezależne trzy zestawy |
| 3.1 | Długość cylindra łożyskowego | 1150 mm |
| 3.2 | Zakres rozszerzalności cylindra łożyskowego | Φ380~φ520 |
| 3.3 | Nośność (maks.) | 2000 kg |
| 3.4 | Siła rozprężania (Elektryczny) | 0 ~ 15000N Siła rozprężania regulowana bezstopniowo |
| 3.5 | Tryb korekcji przesunięcia | Ręczny/automatyczny |
| Maszyna do nawijania |
|
| 4.1 | Prędkość nawijania | 0 ~ 20 obr./min |
| 4.2 | Roboczy moment obrotowy (maks.) | ≥ 8000N·M |
| 4.3 | Moc uzwojenia | 20-30KW |
| 4.4 | Sposób kontroli prędkości | Bezstopniowa regulacja prędkości z konwersją częstotliwości |
| 4,5 | Wał nawijający | 50*90mm |
| 5 | Urządzenie spawalnicze |
|
| 5.1 | Tryb spawania | TIG |
| 5.2 | Grubość spawania pręta przewodzącego | ≤ 20mm |
| 5.3 | Prędkość spawania | Automatyczna kontrola prędkości 0 ~ 1 m /min Bezstopniowa regulacja prędkości |
| 6 | Urządzenie tnące |
|
| 6.1 | Forma cięcia | Tarcza do cięcia śruby pociągowej |
| 6.2 | Prędkość cięcia | 1,5 m/min |
| 6.3 | Długość cięcia | 1150 mm |
| 7. | Warstwa izolującaodwijaćurządzenie | |
| 7.1 | Zainstalowany wał z izolacją warstwową | 2 zestawy |
| 7.2 | Średnica zewnętrzna rolki izolacji warstwy | ≤φ400 mm |
| 7.3 | Wewnętrzna średnica rolki izolacyjnej | φ76 mm |
| 7.4 | Szerokość rolki izolacji warstwowej | 250 ~ 1150 mm |
| 7,5 | Metoda napinania wału poprzez odwinięcie cewki | Typ pneumatyczny |
| 8. | Thekoniecurządzenie do rozwijania izolacji |
|
| 8.1 | Ilość | Lewa i prawa strona po 4 serie |
| 8.2 | Końcowa średnica zewnętrzna izolacji | ≤φ350 mm |
| 8.3 | Wewnętrzna średnica izolacji końcowej | Φ56 mm |
| 8.4 | Końcowa szerokość izolacji | 10-100 mm |
| 9. | Rurządzenie rektyfikujące (wyrównanie folii) | Iniezależne 3 zestawy |
| 9.1 | Tryb prostowania | Układ fotoelektryczny |
| 9.2 | Precyzja prostowania | Losowo ± 0,4 mm 20 warstw cewki ± 1 mm |
| 10. | Elektryczny układ sterowania | Tryb automatycznego sterowania PLC |
| 10.1 | Liczba cyfr | 4-cyfrowy (0–9999,9) Dokładność zliczania 0,1 obrotu |
| 10.2 | Interfejs operacyjny | Kolorowy ekran dotykowy |
| 11. | Inny |
|
| 11.1 | Urządzenie do cięcia izolacji warstwowej | Konfiguracja dwa zestawy |
| 11.2 | Urządzenie do gratowania krawędzi folii | Konfiguracja trzy zestawy |
| 11.3 | Urządzenie do czyszczenia folii | Konfiguracja trzy zestawy |
| 11.4 | Spawalniczy zbiornik wody chłodzącej | konfiguracja |
| 11,5 | Zasilacz | 3-PH,380 V/50 HZ (można dostosować) |



Kategorie produktów
-

YR-240J/360J CNC maszyna do nawijania napięcia...
-

przekładnik prądowy toroidalna maszyna do nawijania cnc
-

Maszyna do lutowania wysokiej częstotliwości do transformatora ...
-

Transformator HV okrągły płaski drut miedziany automatyczny...
-

Automatyczna nawijarka folii i drutu do tra...
-

Automatyczna maszyna do nawijania cewek transformatora